laboratory

Purpose of impact testing :
The purpose of an impact test is to determine the ability of the material to absorb energy during a collision. This energy may be used to determine the toughness, impact strength, fracture resistance, impact resistance or fracture resistance of the material depending on the test that was performed and the characteristic that is to be determined. These values are important for the selection of materials that will be used in applications that require the material to undergo very rapid loading processes such as in vehicular collisions.
 Hardness test
Hardness test
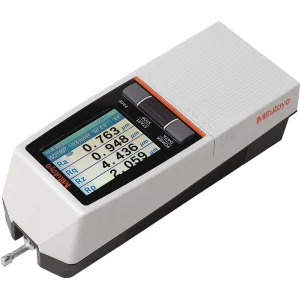
Material Hardness Testing determines a material’s strength by measuring its resistance to penetration. Hardness test results can be extremely useful when selecting materials, because the reported hardness value indicates how easily the material can be machined and how well it will wear. Hardness testing of metals is routinely performed to assess the value of treatments and coatings
Testing is performed to ASTM specifications, as well as other standards and customer requirements for the type of material and application.
TEST METHODS/SPECIFICATIONS
• Rockwell – ASTM E18; NASM-1312-6
• Brinell – ASTM E10

BrinellHardness test
During the Brinell Hardness Test, a carbide ball indenter is pressed into the sample with accurately controlled force for a specific amount of time. When removed, the material has a round indent that is measured to calculate material hardness according to a formula.
 Tensile test
Tensile test
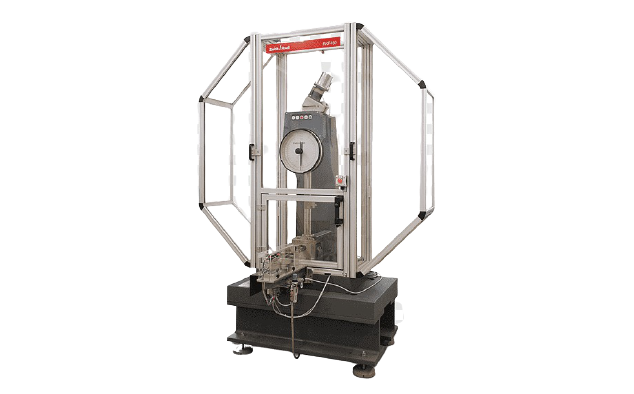
Electro-Hydraulic Universal Tensile Testing Machine
Universal Hydraulic tensile test machines are produced to test the ferrous materials for structural values such as yield strength and tensile strength. Universal test machines can also be used for compression tests up to the capacity of the machine. Maximum capacity is 600 kN. Can be test flat and round samples. 0-40 mm flat and 8-32 mm round samples can be tested with a hydraulic jaws that comply with standards.
Load cell is used for load measurements. Strain measurement is done by the electronic displacement transducer built in the machine if required external extensometer fitted to the specimen also can be used for strain measurement. Strain measurements can be done directly from the extensometer fitted to the specimen.
Tests can be done automatic by digital control unit or computer. Machine complete the test with the set pace rate and turns to start position automatically.
Data Acquisition & PC Software
The Universal Testing machine can be controlled (Start, Stop commands) by a computer with the software given free of charge by Testmak. This software provides data acquisition and management for compression, tensile and splitting tensile test throughout the test execution. The test results certificate includes all descriptive information. Therefore, test parameters can be set and details about the test carried out such as client details, test type, specimen type, user info can be printed out as well as test report and graph.